PE protective film is widely used in the surface protection of aluminum-plastic panels, mirror steel panels, color panels, organic glass panels, decorative panels, aluminum profiles, plastic steel profiles, stainless steel coils, marble materials and display screens. The products are available in five series: low viscosity, medium viscosity, high viscosity and ultra-high viscosity; the colors are transparent, milky white, blue, black and white, etc.; the thickness ranges from 20μ to 120μ. Since the protective film is an indispensable protective material for high-end surfaces, it is necessary for us to have a rough understanding of the basic characteristics of the protective film.
1. Structure of protective film
The basic structure of rubber-type protective film: from the top to the bottom, it is: isolation layer; printing layer; film; primer; adhesive layer
The basic structure of acrylic protective film: from the top to the bottom, it is: isolation layer; printing layer; film; adhesive layer
2. Raw materials of film
Products using polyethylene as raw materials include: films, tubes, plates, profiles, bottles, etc.; which can be obtained through extrusion molding, injection molding, and blow molding. There are many types of polyethylene, with different melting points and densities. Take high-density PE and low-density PE as examples – see Table (1)
| High-density PE | Low-density PE | |
| Hardness | Hard | Soft |
| Density Kg /m3 | 0.94 – 0.96 | 0.92 – 0.94 |
| Melting point | 115 degrees Celsius | 105 degrees Celsius |
Protective films are generally made of low-density PE and PVC. Because of its relatively low price and better environmental protection, 90% of protective films are made of PE. About 10% of protective films are made of PVC. The difference between PE and PVC is shown in Table (2)
| Indicators | PE | PVC |
| Production process | Blow molding or cast | Calendering or cast |
| Elongation Related | to width and length, from high to very high, irregular distribution | From general to high, regular distribution |
| Raw material cost | Lower than PVC | Higher than PE |
| Adhesion | From general to good | From good to very good |
| Operability Relatively | easy to apply Relatively | difficult to apply, suitable for manual film application |
| Oil resistance | Not oil resistant | oil resistant |
| Environmental | protection Recyclable, degradable, no toxic gas after burning | Non-degradable, releases toxic gas after burning |
3. Classification of adhesive:
The pressure-sensitive adhesive used for protective film can be divided into four types: natural rubber, synthetic rubber, water-soluble acrylic acid, and solvent-based acrylic acid. The key to the quality of protective film is determined by the characteristics of the adhesive. Their characteristics are different:
(1). Natural rubber has high cohesion, so generally no residual adhesive is produced. Viscosity is adjusted by resin and additives. However, the coating process is relatively complicated. It is necessary to apply a primer on the film first to improve the surface energy of the film before natural rubber can be coated on the PE film. In indoor environments, natural rubber can remain unchanged for 2 years, but under ultraviolet rays, it will degrade and age within 3-12 months. UV-resistant black and white protective films generally consist of three layers: the innermost layer: black, which can effectively absorb ultraviolet rays; the middle layer: white, which can reflect light, so that the protective film can absorb less energy and reduce the aging of the colloid; the surface layer: white: can completely cover the black of the inner layer, and the pure white color can make the printing more beautiful. Therefore, even if it is exposed to the sun outdoors for 12 months, the rubber will not age. Eliminate the worries of manufacturers. Typical natural rubber has a light yellow color. The initial viscosity of natural rubber is very good, and it is difficult to untie the glue when it comes into contact with the glue.
(2). Synthetic rubber can provide higher viscosity and weather resistance, but over time, the glue will solidify and the initial viscosity will decrease, so natural rubber is generally added to synthetic rubber.
(3). Water-soluble acrylic acid uses water as a medium to dissolve acrylic acid monomers. Because it is more environmentally friendly and does not require solvent recovery equipment, water-soluble colloids are often used to produce protective films in developing countries.
(4)Solvent-based acrylic uses organic solvents as a medium to dissolve acrylic monomers.
Acrylic glue is very transparent and very resistant to aging, which can last up to 10 years. When exposed to ultraviolet rays, the glue will slowly solidify. Compared with rubber, the initial viscosity of acrylic glue is relatively low. After the film is corona treated, the acrylic glue can be directly coated without a primer. The acrylic protective film makes a shaking and harsh sound when unrolling, while the rubber-type protective film makes a very light sound when unrolling. Compared with acrylic glue, rubber is very soft and has good fluidity. After pressure, it quickly contacts the surface to be attached, so the biggest advantage of the rubber-type protective film is that the viscosity is quickly exerted, and the final viscosity is quickly reached after the pressure roller. It is suitable for cutting in the board factory and is also convenient for the end user to tear the film. For rough surfaces, after pressure, the advantage of the good fluidity of rubber molecules is more obvious, and it can be quickly pressed into various depressions and fully contact the surface.
Acrylic adhesive is very hard and has poor fluidity, so the adhesive force of acrylic protective film is slow to develop. Even after pressure, the colloid and the surface to be attached cannot fully contact. It will not fully contact the surface to be attached until it is placed for 30-60 days to achieve the final adhesiveness, and the final adhesiveness is often 2-3 times greater than the adhesiveness when attached.
4.Main characteristics of adhesive:
1. Adhesion
It refers to the force required to peel the protective film from the attached surface after a period of time. Adhesion is related to the attached material, pressure, film application time, angle when tearing the film, and temperature. Generally, with the increase of time and pressure, the adhesion will also increase. The viscosity of the protective film cannot be increased too much to ensure that there is no residual adhesive when it is torn off. Generally, the 180-degree peeling test is used to measure the adhesion (see Figure 1)

Figure 1: 180 degree peeling test
2.Cohesion
refers to the strength inside the colloid. The cohesion of the colloid as a protective film must be very high, otherwise when the protective film is torn off, the internal cracks of the colloid will cause residual glue. The method for measuring cohesion is to stick the protective film on the stainless steel surface, hang a certain weight on the protective film, and measure how long it takes for the protective film to be pulled off by the weight. (See Figure 2)
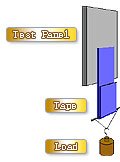
Figure 2: Suspension experiment
The difference between cohesion and adhesion (see Figure 3)
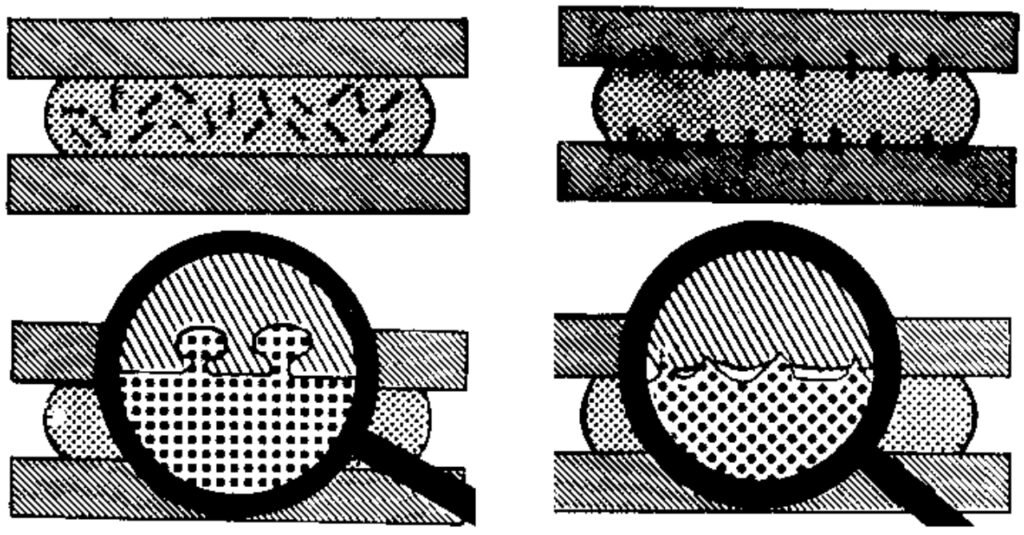
Figure 3: The difference between cohesion and adhesion
If the adhesive force is greater than the cohesive force, the bond between the glue molecules will break when the protective film is torn off, resulting in residual glue.
3.Adhesion
refers to the bonding force between the colloid and the film
If the adhesive force is greater than the cohesive force, the bond between the glue molecules and the film will break when the protective film is torn off, resulting in debonding.
4. UV resistance of glue
Natural rubber is generally not UV-resistant. When exposed to UV rays, natural rubber will have residual glue. The black and white film can effectively block UV rays, making the UV resistance of natural rubber reach 12-18 months. Generally, acrylic glue is more UV-resistant than rubber. After adding UV stabilizers to imported transparent acrylic protective films, its UV resistance can reach 3-6 months.
The factors that affect how long the protective film can withstand UV radiation are: geographical location: altitude, distance from the equator (UV radiation intensity); climatic conditions (temperature; humidity); year-to-year; climate change between winter and summer; air pollution (acid rain, NOx, SOx); characteristics of the surface material to be protected.
Generally, climate simulation equipment is used to test the UV resistance of protective films: by adjusting the temperature and radiation intensity and using condensed water to simulate climate change, 3 hours of high humidity and 7 hours of UV irradiation is a cycle, and a 50-hour cycle experiment is equivalent to approximately one month of outdoor placement.
Blown film manufacturing process
In the heated drum, PE particles are pushed to the circular die mouth by the screw, and compressed air blows up the molten liquid, which is then rolled into film after air cooling. The transverse and longitudinal properties of blown films are different. See Figure 4
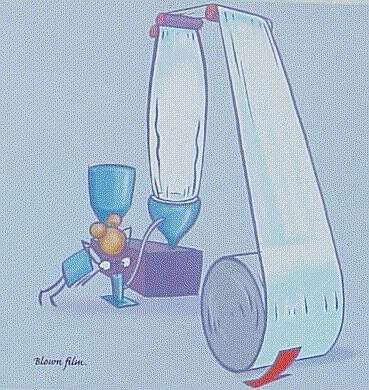
Figure 4: Film blowing process
The elongation of the protective film in the machine direction is generally greater than 180%; the elongation in the transverse direction is generally greater than 380%. However, the elongation is inversely proportional to the mechanical strength. If the elongation is too large (such as greater than 500%), the mechanical strength of the film will often be very low, which may easily cause the protective film to break during transportation and handling. Moreover, the protective film is easily stretched when unwinding.
Production of protective film
1. Glue coating
Most natural rubber coating is completed in two steps, first applying the primer and then the colloid. The protective film then passes through a longer air heating channel (80-100 C) to ensure that the water or solvent is evaporated. The film that has been coronaed can be directly coated with acrylic glue without the need for primer.
2. Rewinding, slitting, and storage
The protective film is directly rewound on the coating machine to the length required by the customer. If the customer needs the protective film to have a beautiful appearance and no bubble wrap, a high-quality rewinding machine can be used to rewind it to ensure that there is no air wrapping. For short protective films (less than 500 meters), a straight knife can be used for slitting.
For films longer than 500 meters, the heat generated by slitting with a straight knife may melt the PE, making it difficult to unwind. The protective film can generally be stored indoors at 30 degrees and in a warehouse without direct sunlight for 12 months from the date of production. The higher the temperature, the shorter the storage period. The storage period will be reduced by half for every 10 degrees higher. Water-soluble protective films should avoid contact with water vapor to avoid residual glue.
Film Lamination
The film laminating machine generally has a banana unfolding stick to open the protective film to avoid bubbles and wrinkles. For low-viscosity protective films, the smaller the tension when unwinding, the better, otherwise the edges will curl up. The film laminating temperature should be greater than 10 degrees. The film tearing temperature should also be greater than 10 degrees.
The peeling force is closely related to the speed and angle of film tearing. Too low a temperature makes the protective film hardened, fragile, and warped. In this case, a hot air blower should be used to heat it first; or it can be produced in an air-conditioned workshop. The hardness of the rubber pressure roller is generally 60A. When the protective film is rolled up, more or less air is wrapped in the colloid, causing the surface of the rubber to be slightly uneven.
If the rubber pressure roller is too soft, it will not be able to effectively drive away the bubbles and flatten the colloid. If the rubber pressure roller is too soft, the pressure generated will not be enough, and the colloid and the board cannot be effectively contacted, which may cause the protective film to warp when cutting. Since the rubber pressure roller will gradually age and harden during use, the rubber roller should be checked and replaced frequently.
Material selection
Different surfaces require different viscosities. Depending on the surface and pressure, the viscosity rises at different speeds. Generally, the protective film should be peeled off after being left for a sufficient time to determine whether the viscosity is appropriate. The effects of using rubber and acrylic protective films are different. Rubber is softer and acrylic is harder. Generally, rubber protective films are considered first, followed by acrylic protective films.
For a given surface, it is extremely important to choose the appropriate glue and viscosity, and the subsequent processing steps are the key to determining the viscosity. Subsequent processing generally includes bending and stamping. Generally, a low-viscosity protective film with a viscosity of 0.9N/cm is used for smooth surfaces;
A medium-viscosity protective film with a viscosity of 1.2N/cm is used for medium-rough surfaces; a high-viscosity protective film with a viscosity of 1.5N/cm is used for very rough surfaces; if laser cutting is required, the protective film will shrink when exposed to heat, so a very high-viscosity protective film with a viscosity of 1.9N/cm should be used. The basic principle is: “Appropriate viscosity is sufficient”
For plates that are to be bent or thick plates (4 mm thick plates), we recommend a protective film of at least 80 um; the thicker the protective film, the higher the viscosity required. When bending, the pressure cannot be concentrated in one position, otherwise the protective film will be damaged. The tool must be adjusted according to the thickness of the material (including the thickness of the protective film). Avoid using oil when punching, otherwise residual glue will be left.
In addition to viscosity, users also need to test the tensile strength and elongation of the protective film to ensure that the flexibility and strength of the protective film meet the requirements.
Since each user needs to protect different surfaces and use different methods of protective films, users need to test the product and try it out before using the protective film. Choose the most suitable viscosity according to the structure of the surface to be pasted and the subsequent processing technology. Inspection standard: Within a given time, when the protective film is torn off, there should be no residual glue; workers can tear off the protective film relatively easily.
Residual glue treatment: As long as it is strictly selected and tested in the laboratory, the protective film will not have residual glue, but if the protective film is pasted for too long or too much pressure is applied to the surface with the protective film, residual glue will also be left. Therefore, choose an organic solvent that will not damage the coating and can effectively dissolve the colloid for cleaning. We do not recommend toluene because it is harmful to health.
Conclusion
Due to the lack of understanding of the protective film, users often choose and use the wrong protective film. As long as it is strictly tested and checked by professionals, the temper of the protective film can be accurately grasped, and the surface of the protective film aluminum-plastic composite panel will not add any troubles.